The nut starts out as a block of brass. After machining the holes for the screws, the blank
is mounted on an aluminum holding bar. To get the layout lines on the blank quickly, I apply
a sticker to it which was drawn in AutoCad LT and printed onto label paper. Holding it by
the aluminum bar, the slots are rough cut on a bandsaw and the excess at the top is trimmed
off. The nut is then rounded off and shaped by hand on an abrasive belt sander. The string
slots are smoothed and radiused using special luthier's files. Finally, it's polished to a
gloss and coated with lacquer to prevent tarnishing.
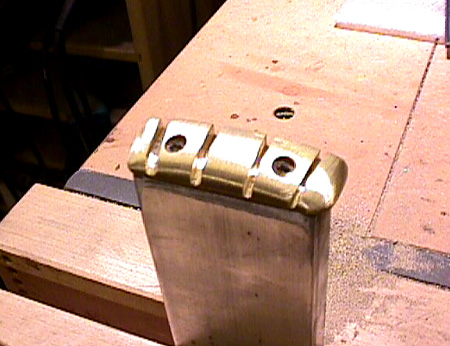
The nut after shaping and blending on an abrasive belt sander.
|
|
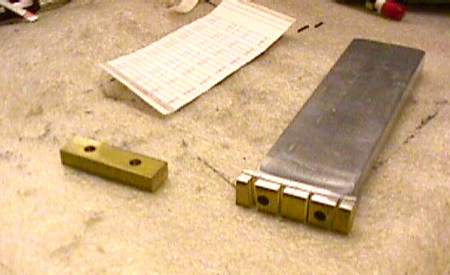
On the left is a brass nut blank, with the screw holes machined. On the right, the string slots
have been roughly cut, and the blank is fastened to the aluminum holder.

The finished nut, polished and sprayed with lacquer.
|
|